
最新资讯
精益生产工艺提高喷气织机的织造效率[复制链接]
高新技术的广泛应用加快了全球纺织的产业升级,经济全球化的深入加快了全球纺织业的横向结构调整,一方面是创造出高附加值的产品;另一方面是在整个生产流程环节中追求精益生产,提高效率,降低成本。
随着纺织行业的技术升级和产业结构调整,越来越多的订单量流向了规模大、效益高、技术好的企业。但同时也引发了这些企业不得不面对的严峻挑战,是否有足够产量效率来保证可以接下这些新增的订单。通过调查发现,由于受到规模、效率等因素的影响,很多大型企业即使接了很多订单,这些订单也无法在本企业完成,不得不外发到其他企业进行代加工。这样就会造成生产成本的上升和质量控制的风险增加。为了按时完成这些订单,并且不额外增加生产成本和质量控制风险,很多企业开始追求精益生产,从流程、工艺、质量等方面研究如何提高织机的织造效率。
1 研究对象
织造生产的经济效益主要体现在织造的质量和织机的产量上,而影响织机产量的主要因素就是织机的织造速度和织造效率。织机的高速是企业提高织造经济效益的基础,但高速织机不一定就能实现高效益,因为效益还受到织造效率的影响。织机经、纬向停车是影响织造效率的关键因素。对于具有高速、高自动化的喷气织机而言,经、纬停车对织造效率的影响尤为突出。只有减少喷气织机的经、纬向停车,才能提高喷气织机的织造效率,真正实现喷气织机织造生产的高效益。本文通过对实际生产中喷气织机的停车原因分析,发现了提高喷气织机织造效率的相关措施。
在调查中发现,很多大型企业由于订单品种繁多,各种织造机型也很多。但是通过仔细了解发现,虽然订单品种繁多,但是在这些品种中,品种少且数量多的占了相当大的比例,品种多且数量少只占小部分比例。本文研究目的不仅是为了提高单个机台的织造效率,更是为了提高整个织造的效率。研究的具体对象是采用丰田喷气织机JA710(4页综框)生产的平纹品种(图1)。
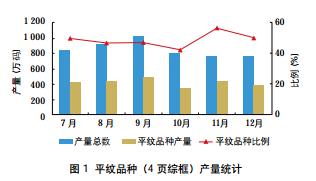
从图1可以看出,在6个月的产量统计中,采用喷气织机生产平纹品种的数量占到每月总产量的将近50%左右,充分说明了该品种在整个生产品种的价值优势所在。
为了提高整体的织造效率,在选择研究对象的时候,通过精益生产中价值流程图分析,要找出关键环节和重点品种。通过研究分析,在织造流程中,在络筒-整经-浆纱-织造-检验这些环节中,目前织造成为了提高整个织布厂效率的关键环节,而影响织造效率的主要因素集中到了因经、纬纱断头造成的织机停车。因此降低喷气织机的经、纬停车次数成为提高织造效率的关键研究对象。
2 实验方案
平纹品种织造时的交织规律比较简单,按照织造工艺规律只需要两页综框就可以满足要求,但在实际生产中由于大多数品种经纱的根数很多,一般会达到几千根甚至到上万根。若采用两页综框,织造过程中经纱之间的距离过于狭小,很容易造成频繁、剧烈的摩擦以及纱线之间的相互粘连,从而增加经纱断头,导致织机停车。为了解决这一问题,目前针对平纹品种普遍采用的是4页综框,通过增加综框数量加大织造过程中经纱之间的间距,减少摩擦与相互粘连,取到了较好的效果。
随着市场需求的增加,人们对织造的产能有了更高的要求。经过对织造规律的分析认为,既然从2页综框增加到4页综框可以帮助提升织造的效率,那么从4页综框增加到6页综框或者增加到8页综框,在织造过程中经纱之间的距离也会增加,从而减少纱线之间的摩擦和相互粘连,同样有可能在现有的基础上提升织造效率。但面对的问题就是由于综框数量的增加,每台织机的电能损耗都会增加。通过对技术可行性和效益能耗平衡的综合分析,只要提高织造效率带来的效益大于织机电能损耗,在实际生产中此方案就是可行的,这就是追求精益生产的一个突破口。
3 实验过程
本实验选择平纹品种,根据经密进行分类,分布范围为100~130、130~150、150~170、170~190根/英寸。
(1)对同一品种分别安排在4、6、8页不同综框数量的喷气织机上进行织造,对比分析不同综框数量对相同品种的织造效率的影响。
(2)同一品种且相同综框数量,分别进行了顺穿和飞穿的不同穿综方式,对比分析不同穿综方式对相同品种的织造效率的影响。
(3)所有实验品种采用的织机类型都是丰田喷气织机JA710,多臂织机,车速650r/min。
(4)为了避免实验过程中出现的偶然性因素影响到实验结果,保证实验结果的准确性和有效性,对4、6、8页不同综框数量实验,分别进行了20组左右有效数据的测试。每一个机台在织造过程中对其电能损耗都进行了追踪监测。
3.1实验品种(表1)
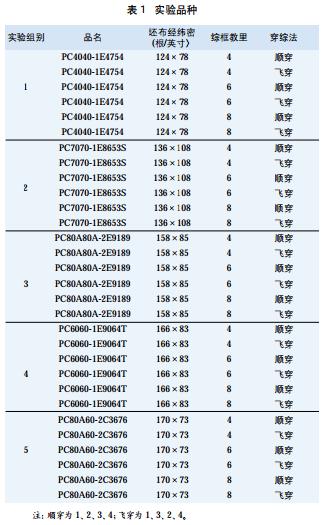
表1中列出的织物品种只是本次实验的部分品种,这些品种基本上代表了实验品种的规格范围、不同综框数量分布、不同穿综方式排列等因素。这些品种也是在实际生产中经常大量出现的类型,因此通过这些品种测试出来的实验结果对实际生产具有更好的参考价值。
3.2实验数据
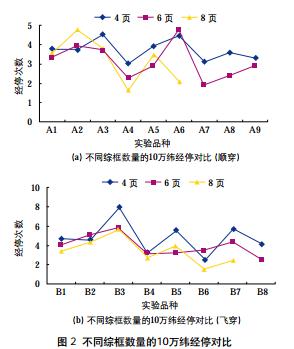
10万纬经停是指织造过程中在每投递10万纬纬纱的时间段内,由于经纱断头造成织机停车的次数,用来衡量经纱的织造效率。从图2的实验数据可以看出,相同规格的实验品种采用不同的综框数量和不同的穿综方式,在织造过程中,喷气织机的停车次数出现差异。由于诸多因素影响,数据结果虽有波动,但从大量的实验数据统计趋势可以看出,随着综框数量的增加,喷气织机的10万纬经停次数出现降低的趋势,只要减少了停车次数,就可以提高织机的时间利用率,从而提高织机的织造效率。
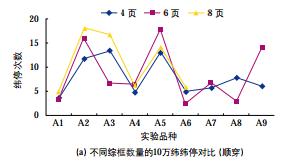

10万纬纬停是指织造过程中在每投递10万纬纬纱时间段内,因纬纱断头造成的织机停车次数,用来衡量纬纱的织造效率。从图3的实验数据可以看出,相同规格的实验品种采用不同的综框数量和不同的穿综方式,在织造过程中,随着综框数量的增加和穿综方式的变化,喷气织机的10万纬纬停次数虽然表现出差异,但从大量的实验数据统计趋势来看,由于诸多因素的影响,数据结果上下交错波动,没有表现出明显的规律趋势。这也说明了综框数量的增加和穿综方式的改变对纬纱的织造效率没有太大影响。

织造全效率是指综合考虑经、纬纱断头,坯布质量检查、设备维修等原因造成的织机停车次数,用来衡量织机的整体效率。从图4的实验数据可以看出,相同规格的实验品种采用不同的综框数量和不同的穿综方式,在织造过程中,喷气织机的全效率出现差异。由于诸多因素影响,数据结果虽有波动,但从大量的实验数据统计趋势可以看出,随着综框数量的增加和穿综方式的变化,喷气织机的织造全效率出现提高的趋势。
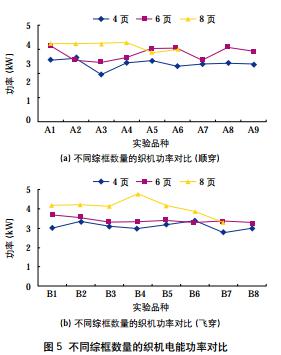
织机电能功率是指喷气织机在织造过程中,采用不同综框数量每小时所需要耗费的电能,用来对比分析不同综框数量电能的损耗变化。从图5的实验数据可以看出,相同规格的实验品种采用不同的综框数量和不同的穿综方式,在织造过程中,织机损耗的电能功率出现差异。从大量的实验数据统计趋势可以看出,随着综框数量增加及穿综方式的变化,喷气织机电能功率出现增加趋势。
3.3实验结论

通过大量的实验数据统计分析可以看出,采用丰田喷气织机JA710织造平纹品种,全效率高的概率统计:6页>4页;8页>4页;6页与8页差异不大。通过这个实验结果也说明了利用喷气织机织造平纹品种采用6页、8页综框比4页综框更能提升织造全效率。
(2)10万纬经停的数据概率统计分析(图7)
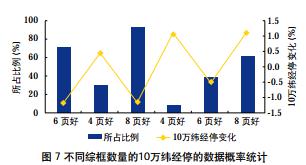
通过大量的实验数据统计分析可以看出,采用丰田喷气织机JA710织造平纹品种,10万纬经停低的概率统计:6页>4页,8页>4页,6页与8页差异不大。这说明了综框数量对经纱织造效率有显著的影响,利用喷气织机织造平纹品种采用6页、8页综框比4页综框更能减少经纱的断头次数,从而提升织造效率。
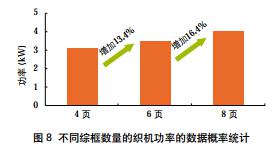
通过大量的实验数据统计分析可以看出,采用丰田喷气织机JA710织造平纹品种,电能损耗统计8页>6页>4页。
综合考虑织造效率和电能损耗,利用喷气织机织造平纹品种采用6页综框比4页综框更能减少经纱的断头次数,从而提升织造效率。
4 结语
在精益生产模式观念的推动下,在实际生产中对品种与数量的匹配分析、重点品种的优化安排、综框数量的变化、穿综方式的改变及织机电能损耗等方面进行综合研究分析,追求精益生产。通过大量实验数据分析,对于平纹品种,适当增加综框数量,可以提升喷气织机的织造效率。虽然只是一个很小的改变,但这是在打破现有传统做法,不断寻求突破,追求精益生产,从而不断持续提升喷气织机的织造效率。
大小:0KB
所需积分: 0点



