
最新资讯
经编机牵拉辊表层绒布包缠方法研究[复制链接]
经编机在大、小平车或使用过程中牵拉辊表层绒布破损时,均需要及时对牵拉辊进行包覆,以确保牵拉稳定、密度准确,这是保证经编面料克质量准确,外观质量优良稳定的基本要素。随着经编行业的快速发展,新入行的保全人员不断增多,其包覆方法各异,虽然最终均可将绒布包缠到牵拉辊上,但包覆效果及绒布使用寿命长短不一,短则几天,长则半年。许多经编织造厂生产的牵拉辊绒布均在还未达到规定时限时便开始破损、脱落。一般认为将质量较好的绒布正确地包覆在牵拉辊上,正常使用时至少可用2年,长则4~5年,一般大平车时更换绒布,也可以经更长时间后进行更换,这主要取决于日常维护,以及所生产织物的厚薄、精密度及其要求。本文根据生产中的实践经验,介绍牵拉辊表层绒布的包缠方法,从而有利于保全工掌握技术要点。
1 牵拉辊包覆绒布
1.1主要作用
经编机上使用的牵拉机构,一般包括2辊、3辊、4辊、5辊等样式,其中4辊式牵拉机构最常见。牵拉辊是使编织完成的织物在一定张力下,不连续地、及时地从编织区域中牵拉出来,从而有利于成圈机构继续进行编织,它是控制面料克质量的重要环节之一。
牵拉辊表皮的主要作用是增加织物与牵拉辊之间的摩擦力,使牵拉辊将刚编织出的织物夹紧,并保证织物在牵拉过程中不打滑,准确地按工艺要求匀速或间隙出布,从而使织造顺利进行,并使牵拉密度符合工艺要求。
1.2表皮分类
牵拉辊机构或牵拉辊表皮的选择,主要取决于生产织物的类型、机器的牵拉角度、织物与牵拉辊之间的摩擦力、布面密度常规区间范围,以及布面风格满意度等。卷取机构中卷取辊的表皮种类较多,但常见的经编机牵拉辊表皮有两类,举例如图1所示。
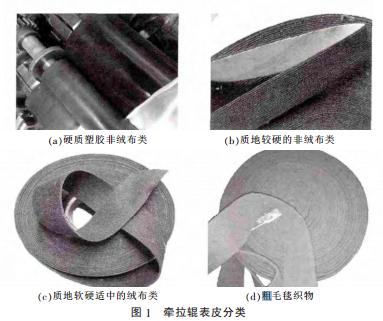
1.2.1非绒布类
b.质地较硬类,在帆布上黏附类似金刚砂粒或其他硬质材料,如图1b所示,需要人工包缠到牵拉辊上。
1.2.2绒布类
b.质地柔软类,如用梭织粗毛毯织物做牵拉辊表皮,如图1d所示。
1.3包覆好的牵拉辊绒布要求
b.牵拉辊与牵拉辊之间的间隙大小要一致,不能过大,一般能容下一个穿纱片(约0.4mm)进出即可;
c.绒布完全贴附在牵拉辊的表面,绒布所有点、线、面与牵拉辊间没有间隙;
d.牵拉辊两端的绒布要平附地固定在牵拉辊上,以防止运转过程中绒布头脱离牵拉辊,导致整个绒布揭胶脱落、失效,从而加速绒布的损坏,带来纵密不准确,甚至断纱、拉针的后果。
2 包缠牵拉辊绒布的步骤及方法
2.1包缠步骤
牵拉辊上包缠绒布需要按以下步骤进行。
2.1.1放开间隙
将牵拉辊下方左右两端的顶簧及中间的托辊松开,使牵拉辊之间的间隙达到最大,但门幅在3302mm(130")以下的设备,一般没有中间托辊。
2.1.2清理干净
将牵拉辊的旧绒布清除掉,并将黏附其上的旧胶水清除干净。绒布比较容易清除,但旧胶水却不容易清除,特别是一些干硬的旧胶水。一般采用平铲、弧型铲去除,没有相应工具时,可以选用大小适当的锉刀(其他材质的工具一般硬度不足),将锉刀头在砂轮机上磨成平头铲子形状即可,铲除旧胶水时不要损伤牵拉辊。对于剩余细小的干硬胶水点可以用钢丝刷、砂布等清除,使用钢丝刷将牵拉辊打毛更有利于黏合,最后用布将旧胶水清理干净。也可以用香蕉水(杂质少的香蕉水其味如香蕉,又称天那水、天拿水、天娜水、信纳水)、双氧水帮助清除涂胶面(气味较大且有毒的一般不用),但需要注意使用安全。
2.1.3确定剪位
根据个人的包缠习惯和牵拉辊转动方向,确定包缠绒布是从机头还是机尾开始,以及确定包缠转动方向,然后把绒布试包缠到牵拉辊上,观察露出的绒布头部分,以确定剪掉哪部分绒布头。
2.1.4剪切布头
将试包缠的绒布在牵拉辊上固定好(与正式包在牵拉辊上的要求相同,绒布要平实,绒布间没有间隙、重叠),将多出牵拉辊边缘的部分剪掉(即模拟还原法)。为方便也可以在选中的半边,先用记号笔从绒布头一角画一斜线到绒布另一边,该斜线长度等于牵拉辊外周长的长度(即比对划线法);要求精确的可以用计算划线法。该步骤是绒布包缠过程中是否平直、是否易于重叠、是否间隙太大、是否易于压实的关键,直接影响到包缠后的使用寿命。根据该步的操作方法,基本可以预知所包缠绒布能否长久使用。
2.1.5均匀刷胶
根据胶水使用说明书,在牵拉辊和绒布上均匀刷胶。该步骤一般需要两个人操作,才能按照黏合要求在牵拉辊和绒布上均匀刷胶。
2.1.6包缠绒布
一个人用手或计算机转动刷胶的牵拉辊,另一个人按照试包缠的方式开始正式包缠绒布。包缠时要细心,用力均匀,给绒布一定的张力使其绷紧,保证绒布之间不重叠,也不出现间隙,使绒布完全贴附在牵拉辊上,无跷边现象。
2.1.7切尾封头
包缠到最后,沿牵拉辊两端剪切整齐即切尾。为防止在正常生产中出现头尾脱胶而带动整个绒布脱离牵拉辊的现象,必须对包缠好的牵拉辊进行封头,把两端的斜角固定在牵拉辊上,一般使用铆钉封固。
2.1.8敲打压实
最后用橡胶榔头敲打已包缠好的牵拉辊绒布,边转动牵拉辊边敲打,尽量敲击更多的点,从而使绒布与牵拉辊彻底黏合,从而完全成为一体,俗称压实。
2.1.9候时使用
完成上述各步骤后,根据胶水说明书要求等待一段时间后才能使用,从而延长绒布的使用寿命。有的胶水要求等待时间较长,对于没有特别要求的织物,可以根据华罗庚0.618优选法(该方法在经编机装配和维护中也有重要作用)确定一合适时间。在使用前再将相关顶簧、托辊调整到工作位置。
2.2模拟还原法及计算划线法
2.2.1关键步骤
剪切起始绒布头角度或斜边长度的确定,是包缠牵拉辊表面绒布的关键步骤之一,该步骤直接影响绒布的综合包缠效果。
2.2.2原理分析
模拟还原法原理分析演示如图2所示。不同直径的牵拉辊其剪切角度不同,且只有一个剪切角符合要求;剪切的斜边长度也不同,其长度等于包缠的牵拉辊外周长。现用一张纸包缠一圆柱形玻璃杯来模拟包缠绒布,如图2a所示。假设将包缠好的绒布从牵拉辊长度方向一刀切开,绒布交接处相连成一体,将绒布放平就形成一长方形,如图2b、图2c所示。
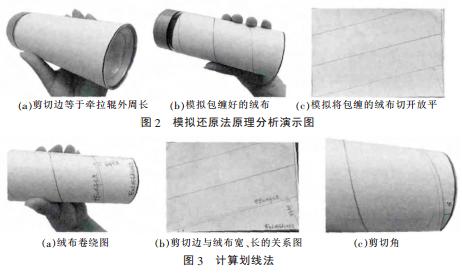
计算划线法如图3所示。首先将绒布卷绕起来,如图3a所示,剪切绒布的斜边长度等于牵拉辊的外周长。其中剪切的绒布长度可以用勾股定理求得,如图3b所示,(剪切绒布的斜边长度)2=(包缠的牵拉辊外周长)2-(绒布宽度)2。然后在此长方形绒布的反面画上对角线(即为斜线长度),按对角线剪切即可。如果不按上述方法操作,斜边易剪长或剪短。斜边长度剪的比需要的短(剪后所用绒布上的角称为剪切角如图3c所示,则此角大于需要值),则包缠时易产生较大间隙;斜边长度剪的比需要的长(剪切角小于需要值),则包缠时易产生相叠现象。如果不考虑剪切角的大小是否符合要求,强行包缠,则绒布不易贴附在牵拉辊上,将影响使用寿命和面料品质(对薄型织物的影响较为明显)。
3 包缠绒布注意事项
3.1常见问题
不需要包缠的牵拉辊只需要经常维护,保持整洁,而需要周期性包缠绒布的牵拉辊,在包缠时要注意以下几点。
a.牵拉辊上的旧胶水清除不干净,会影响新包缠绒布的使用寿命。由于旧胶水黏附在牵拉辊表面较难清除,所以很多保全工容易清理不干净,而且新手技术不熟练,更易清除不净。
b.为方便、快速地完成包缠,常边刷胶水边包绒布。但该方法使绒布黏附不牢固,易出现局部脱胶或隆起等现象,在生产过程中要多次补缠,影响品质,浪费时间。
c.牵拉辊和绒布上均涂胶,黏合效果会更好,一些保全工在牵拉辊上涂胶,绒布上不涂胶,这样的黏合效果相对较差。并且涂胶的地方不能有气泡,要在涂胶面上均匀全部涂上万能胶,不宜部分位置胶厚,部分位置胶薄。
d.包缠不平,绒布周圈之间出现间隙太大或叠起现象,可能是由于剪切起始绒布头角度错误,也可能是由于操作者不重视包覆平整度或操作不专心。
e.包缠后不用或不及时用橡胶榔头敲打刚包缠的绒布,则新包的绒布黏附不彻底,俗称绒布压不实,甚至有空隙。
f.包缠好后马上使用,没有预留胶水凝固时间,将会影响包缠的综合效果。
3.2胶水选择
牵拉辊上包缠绒布一般采用万能胶,也可以根据个人喜好等采用其他胶水。
使用万能胶要按说明书操作,即在刷胶10~15min后,待胶水略显不黏手时才能包缠绒布,这是影响绒布使用寿命的关键因素之一。有人误认为胶不黏手不利于黏合,这是由于没有认真阅读说明书。
4 牵拉辊的日常维护及调整
4.1日常维护
牵拉辊的日常维护一般要求保持牵拉辊表面干净,没有废丝、废布缠绕。牵拉辊上过多或长时间缠绕废丝会缩短绒布的使用时间和牵拉效果,甚至影响面料的质量。
保全工日常巡检时,需要注意每台设备的牵拉辊运转是否正常(使用时间较长的旧经编机尤为重要),牵拉辊表皮绒布是否完好。出现脱胶、破损等问题要及时保养、修整完好(修整有一定技巧,需要在实际工作中不断交流总结),有废物缠绕时要及时清掉,确保牵拉密度准确。
4.2调整
一般在刚包缠完牵拉辊时需要对其正确调整,使所有牵拉辊之间的间隙相同(可以进出一个穿纱片),左右两幅布的布面松紧相同。此外,牵拉辊使用一段时间后,牵拉辊绒布表皮会变薄,此时穿纱片极易进出,需要调紧其间隙,否则在面料上会出现实际纵密略大于上机密度的问题,若不及时调整,机上布面实际密度比上机设定密度会多出很多,送经量与上机密度相差较大,导致布边易断丝等。在有级、变换齿轮的经编机上,一般纵密公差为0.5圈/cm或-0.5圈/cm(但不是-0.5~0.5圈/cm,在电脑经编机上,由于级档较小,纵密公差可以按-0.2~0.2圈/cm计,由于调节方便,可以达到几乎无公差),否则面料不符合工艺要求。
5 结束语
相邻两根牵拉辊的包缠方向相同或不同,以及胶未彻底干时使用,对牵拉辊表面绒布的使用寿命是否会有影响需要通过进一步的统计比较。
包缠牵拉辊或卷布辊上的绒布是经编保全工的基本技能,也是必须技能。正确地包缠牵拉辊绒布,可以提高面料外观质量,稳定平方米克质量等内在指标,延长绒布使用寿命,节约成本,减少设备维护时间,从而达到提高面料品质、降低成本的目的。
大小:0KB
所需积分: 0点



