
最新资讯
细支高密精梳天丝棉弹力织物织造技术探索[复制链接]
细支高密精梳天丝棉弹力织物坯布经后整理加工后面料吸湿、软柔感好,穿着舒适又具有合成纤维的强伸性,服装保形性和悬垂性好、光滑细腻,具有色泽鲜艳、抗静电、美观大方,对人体无害和环境无污染,受现代消费群体的青睐和需求,商业市场前景巨大。但是,织造精梳天丝棉弹力织物坯布始终是工厂的难题,经一段时间攻关和探索,逐步正确认识织造要领,从原料陛能和织造过程的吸取经验和教训,进行技术探索。
1 产品系列
2 织造生产工艺
整经→浆纱→穿筘→织造→验布→修布→复检→打卷
3 织造精梳天丝棉弹力织物质量与开台效率技术问题
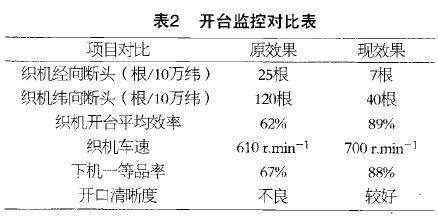
细支高密精梳天丝棉弹力织物系列坯布在丰田织机JAT710型上织造,以前开台效率低,易造成停台稀密路,经向断头多,开台效率只达70%~75%,经济效益差。针对织造细支高密精梳天丝棉弹力织物的问题,我从产品原料分折人手,首先对原料特『生进行分析,解剖各生产工艺流程在是否能满足织造最终需求的各影响因素,不论从各生产工艺流程中的整经、浆纱、织机上机工艺还是从织物组织风格都进行跟踪对比,探索经验。
分析得知Tencel/Jc(精梳天丝棉混纺)纤维截面呈近似圆形,表面相对较光滑,纱线强力高于全棉纤维,纱线表面毛羽偏多,吸水后易膨胀等,针对各道工艺流程进行优化对比,有效的提高开台效率和布面质量,各工艺主要流程的优化措施如下。
3.1整经技术分折与措施
为确保布面纹路清晰、织物组织丰满,我选用瑞士贝宁格整经机上作业,保证经纱面全幅性具有均匀的片纱张力,前后纱线张力小于4克,严格按操作法处理纱线断头、寻头并放置分绞线,减少浆纱时的绞头、并粘、倒断头现象,将具有衡定的片纱卷绕在整经轴上。
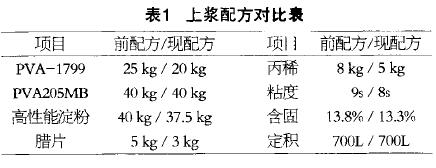
3.2浆纱技术分折与措施
Tencel/JC混纺织造能否顺利进行浆纱是其中的关键,特别是天丝棉混纺纱线强力高、毛羽多,因此,浆纱上浆以服贴毛羽为主,增强为辅,使纱线表面形成一层完好的弹眭浆模,伏贴毛羽,同时考虑Tencel/JCT昆纺纤维具有吸水陛膨胀使纱线之间排到密度增加,覆盖系数增大,吸浆效果不良,干区撕裂后易造成二次毛羽再生影响上浆效果,同时还考虑到Tencel/Jc混纺纤维中的Tencel是高结晶度纤维,表面光滑、饱和力差、湿态张力大、纱线回潮率大的特点,为保持原纱的物理特陛,防止在烘干时纱线强度下降、再生毛羽增多问题,选用瑞士贝宁格浆纱机浆纱,浆纱机车速控制在60~65m.min一1左右,烘干温度不宜太高,控制在90~100。C左右,上浆率控制在12%左右,浆轴卷绕时控制好纱线排列,调好游筘动程,边部纱线张力若大于地组织,防止布边松边,综上上浆因素,浆纱工艺可简单表述为“高浓、低粘、中上浆、中温、中速、低张力、紧卷绕、小伸长、后上腊”来实现上浆优质效果。
3.3织布技术分折与措施
由于Tencel/JC(精梳天丝棉混纺)品种织造主要织疵是断经高、经向毛羽长,影响纬向停台易产生开车横挡稀密路,生产上有一定的难度,也影响织机开台效率和品质质量,针对该问题,我认真分析其造成的因素和织造设备自身设计眭能着手,分析织造工作原理后认为:织机的综框在平综以后的初始阶段,梭口是逐渐开放,经纬纱开始互相屈曲抱合而产生摩擦作用,因而出现了阻碍纬纱移动的阻力。随着移动阻力的出现,经纱张力亦稍稍增加,但此时筘至织口的距离还相当大,这种相互屈曲和摩擦的程度还不显著,随着纬纱被推向织口,经纱之间相互屈曲和摩擦的作用逐渐增加,当纬纱被筘推到离织口一定距离时,阻力显著增加,此时即为打纬开始。此后,随着纬纱被推向织口,阻力急剧增加,织口被推向前方,筘到最前位置的阻力达到最大值,若此时的打纬力不足,最易产生织口中的纬纱反拨造成横档稀密路,而造成的原因我再通过深度分析得知,丰田喷气织机设计了织口调整量和游动梭口,按停台的时间长短配合其它工艺设定织口调整量和设定综框高度(开口量)、提综臂挂挡即可满足开车不产生横挡稀密路,有效确保坯布布面质量。
织物结构的定形并不是在第一次打纬之后就结束的,在离织口若干距离处,即“织物形成区”内依然发生着纬纱的相对移动。在织物形成区以外,织物结构在织机上基本稳定,但织物下机去除张力后才能获得确定的结构。这种变化甚至在下机若干时间内仍有发生,但决定性影响仍在于打纬过程。当打纬终了筘在最前位置时的情况:第1根纬纱在被筘推向前方时,通过前方的经纱交叉压迫相邻的前1根纬纱,使之前进,在推动以前各根纬纱依次前进。
由此可见,由于打纬钢筘的推动,新打入的纬纱依次压迫其前面的纬纱逐根前进,但由于位置在前方的纬纱与经纱之间作用强烈,因此各根纬纱在经纱上前进的距离是逐渐减小的。在打纬终了时由于打纬钢筘的推挤,各根纬纱之间的中心距离对各根纬纱前面的经纱交叉角小,后面的经纱交叉角大;位置处于后方的纬纱其经纱交叉角大。但在移动中,各纬纱前后的经纱交叉角都大于位置已稳定的纬纱前后的纬纱交叉角。此时织口已被推前移,织物张力最小,经纱张力最大。
当打纬钢筘后退时,对织口的压力取消,织口后退至经纱与织物的张力平衡为止。打纬钢筘继续后退离开织口,纬纱在经纱压力的作用下被排挤向后退出,各根纬纱的中心距离对各纬纱前面的经纱交叉角大,后面的经纱交叉角小,事实上位于后面的纬纱较前其经纱交叉角变小,但在移动中,各纬纱前后的经纱交叉都小于原位置已稳定的纬纱前后的经纱交叉角。
在打纬钢筘的推动作用下,每根纬纱都是前进的距离大于后退的距离,使纬纱得以在经纱上逐渐前进。位置愈在前的纬纱,与经纱之间的作用愈强烈,移动的阻力也愈大,其移动的距离就愈小,至离织口为一定距离为止时就不在发生相对移动,织物就获得了稳定结构。
以上过程说明每根纬纱是在几次打纬之后到离织口一定距离时才获得稳定的似荀构。即织物的稳定结构是在一定区域内逐渐形成的。因此优化喷气织机的喷纬时间,喷纬气压缩小控制在0.32一0.35mpa,辅喷嘴的喷纬时间延长,电磁针吸放时间从94。角度变更90。±1。角度,从而有效地降低纬纱被经纱毛羽阻断,提高织机开台效率,停台减少了效率提高了,况且不易产生开车横挡稀密路给企业带来了良好的经济效益。
4 结束语
天丝棉织造技术探索,经验告诉我们,该品种织造的品质和开台效率提升,首先认识原材料特性是关键,各工艺流程满足织造生产而采取的有效措施是解决问题的突破口,目前Tencel/Jc品质质量赢得市场认可,同时也给企业带来较好的经济效益,该系列品种在公司批量生产,开台效率提升至87%,该开台品种每年增效30万元以上。
大小:0KB
所需积分: 0点



