
最新资讯
织造工艺参数的确定之上机张力[复制链接]
上机张力是经纱在织造各时期所有张力的基础,适当的上机张力是开清梭口、打紧纬纱、形成织物的必要条件。剑杆织机梭口高度较小,仅26—40mm,不到有梭织机梭口高度的一半,并且织机的速度较高,为了能在短时间内迅速开清梭口,需要采用较大的上机张力,否则梭口不清晰,剑头会擦断经纱或形成三跳织疵。然而,过大的上机张力,经纱断头多,也容易使织物沿经向撕裂。因此在选择上机张力时,要综合考虑经纱断头率和梭口的清晰度。上机张力的大小与织物品种、外观质量要求、原纱性能及半制品质量等因素有关。一般经密大的织物,为开清梭口和打紧纬纱,经纱张力应适当大些。配置不等张力梭口织造平纹织物时,为了开清上层经纱,上机张力宜大。织造粘纤织物或稀薄织物,上机张力不宜过大。而织制斜纹、缎纹类织物时,为了使织纹饱满,经纱张力可小些。但在织制牛仔布等厚密的斜纹织物时,上机张力不宜太小,以便打紧纬纱和减少经纱的纠缠、粘连,升清梭口。如果在前道准备工序中,经纱张力较均匀,易于获得平整的布面,则上机张力可选择小些。剑杆织机多采用弹簧张力系统,有些剑杆织机,如TP500型剑杆织机采用弹簧和重锤结合的复合系统。弹簧张力系统调整上机张力的参数主要包括:弹簧刚度、弹簧初始伸长量和弹簧悬挂位置等,织机两侧的弹簧参数须调整一致,具有上机张力调整简便、张力稳定、能适应高速等特点。
Somet THEMAⅡ型剑杆织机上机张力的调整方法,如图7~19所示。
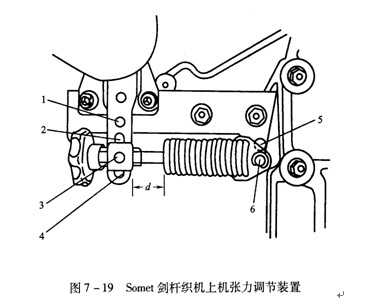
(1)改变弹簧悬挂位置:制织窄幅轻薄织物时,弹簧安装在位置1、2与L,力臂较短,获得的上机张力小;织制宽幅轻薄织物或窄幅厚重织物时,弹簧安装在3、4、与M位置,力臂较长,上机张力较大。
(2)改变弹簧初始伸长量:当织制宽幅厚重织物时,通过调节距离T的大小,可获得不同的上机张力。随着T由大变小,弹簧的初始仲长量逐渐增加,上机张力逐渐增大。
(3)当织制宽幅特厚重织物时,还可采取更换刚度较大的弹簧来大上机张力。
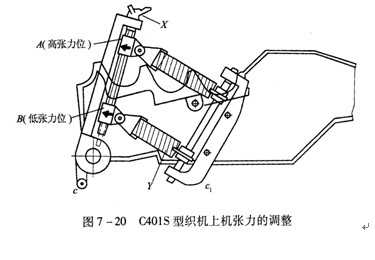
Vamatex C401S型剑杆织机上机张力的调整如图7—20所示,旋转手轮x,可改变张力弹簧Y的位置。张力弹簧处于位置B时,因力臂较短,上机张力小。处于位置A时力臂较长,上机张力大。如果弹簧在位置A时上机张力还不够大,则将连接杆(图7—21)从aa1位置移到bb1位置。如果弹簧在位置B时张力仍然太大,则在cc1位置上(图7—20)加吊弹簧。
大小:0KB
所需积分: 0点



