
最新资讯
喷气织机引纬系统的类型[复制链接]
(一)主喷嘴+辅助喷嘴+管道片引纬系统
为了弥补气流速度在管道中的不断衰减,在筘座上沿着管道增加了一系列辅助喷嘴(也叫接力喷嘴),辅助喷嘴沿纬纱行进方向相继喷气,向管道内补充高速气流,从而实现接力引纬。
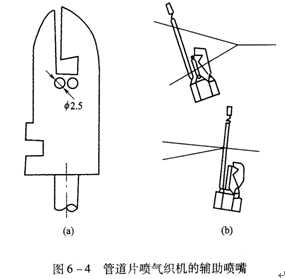
辅助喷嘴的外形可与管道片相同,如图6—4(a)所示,其内部为中空结构的气室,压缩空气通过气室,从小喷孔喷入由管道片构成的管道中。图6—4(b)的辅助喷嘴单独设置,管道片为半敞开状。
主喷嘴+辅助喷嘴+管道片引纬系统可以满足生产宽幅织物的需要,织物的幅宽可以增加到2m以上。而且管道片控制气流的效果好,织机的耗气量小,可以使用普通钢筘,钢筘投资少。但管道片频繁地进出梭口,在加工高密、细特经纱织物时,梭口的下层经纱会拥塞在管道片的间隙中(参见图6—3),容易引起经纱的磨损和开口不清,造成经纱发毛甚至断头,最终影响产品的质量和织机的运转效率,这些使这种引纬方式的应用受到限制。
(二)主喷嘴+辅助喷嘴+异形筘引纬系统
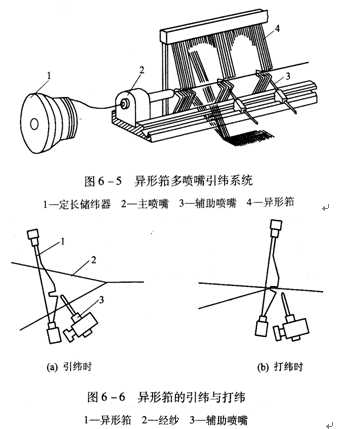
这种引纬系统去掉了管道片,采用异形钢筘的筘槽引导气流与纬纱运动,如图6—5所示。引纬时从定长储纬器1上释放的纬纱被主喷嘴2引入异形筘(又称槽筘)4的筘槽中,半敞开的筘槽对引纬气流的约束能力较差,气流扩散严重,引纬气流速度很快衰减。多个辅助喷嘴3相隔一定距离安装在筘座上,不断向筘槽喷射气流,使引纬气流在较长距离内保持所需的流速,让纬纱得到适宜的牵引而穿越整个梭口。引纬以后,留在筘槽内的纬纱被钢筘打向织口,异形筘在引纬和打纬时的状态如图6—6所示。
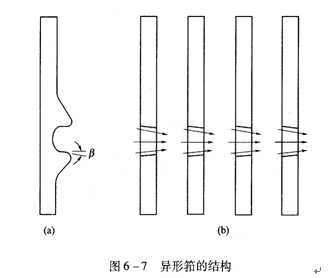
异形筘筘槽上部的突起称为上唇,下部突起称为下唇。上唇至筘底的高度随主喷嘴高度的不同而不同,一般为51—57mm。下唇边的倾角β也有0°、6°、12°等不同规格,如图6—7(a)所示,为了减少气流在筘槽的扩散,有的将筘齿片的筘槽加工成锥形结构,如图6—7(b)所示。
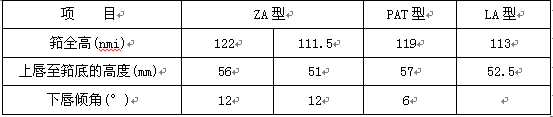
钢筘全长有1500mm、1700mm、1900mm、2100mm、2300mm、2800mm、3300mm、3600mm等不同规格,可按织机幅宽及织物品种选用。表6一1为ZA型、PAT型、LA型织机所用异形筘的规格。
表6—1 异形筘的规格
筘片用不锈钢制成,筘梁为铝合金,筘片应平直、光滑,无毛刺和卷边,筘片排列整齐而均匀。不同厂制造的筘片厚度略有不同,因此,相同筘号的筘齿问隙可能不同,间隙太小,会阻塞纱道,降低效率。而间隙太大,则会出现筘痕或筘片容易弯曲。
异形筘引纬系统的筘槽对气流的限制作用不及管道片,在引纬时耗气量大,相应的能耗也大。有资料表明,织机以转速600r/min工作时,幅宽1.9m的异形筘喷气织机耗气量达40m3/h,而相同幅宽的管道片式喷气织机耗气量仅为30m3/h。另外,异形筘的加工要求较高,价格较贵,更换品种时钢筘投资大,适合于少品种、大批量的生产。但这种引纬方法对经纱的摩擦小,能满足织机高速化的要求,织物品种适应性广,是当今喷气织机的主要形式。
大小:0KB
所需积分: 0点



