
最新资讯
经编入门浅说[复制链接]
针织是利用织针将纱线编织成线圈并相互串套而形成针织物的一种方法,根据编织方法的不同,针织生产可分为纬编和经编两大类,针织机也相应地分为纬编针织机和经编针织机两大类。一组或几组平行排列的纱线于经向喂人经编机的工作针上,同时进行成圈而形成经编针织物。
经编机最宽的织幅达7~8m,机身全长超过10m,重十几吨。经编机速度快、产量高,最快的HKS2经编机转速可达3300m/min,经编织物不仅用于服用和装饰用领域,在产业用领域里用途也非常广泛。如经编土工格栅、经编植被网布等。
一、经编机分类
1.根据织物的引出方向分
经编机可分为Tricot(特利科脱)型经编机(又称高速型经编机)和Rasche1(拉舍尔)型经编机(又称花式型经编机)两大类。早期两种经编机的区别在于前者是细致型的钩针经编机,转速较高,产品较单一后者是粗犷型的舌针经编机,转速较低,生产的花式品种较多。
现在,两种经编机都采用最先进的复合针——槽针,两种机器速度都很高。现在,根据坯布牵离织针时,坯布与织针的夹角状态来确定属于哪种类型的经编机。通常,在特利科脱经编机上,这个夹角接近90°而在拉舍尔经编机上,这个夹角接近180。,即接近于垂直向下牵拉。有的织物只适合采用拉舍尔经编机编织,如氨纶网眼织物,有些织物更适合采用特利科脱经编机编织,如双向弹力平布。
2.根据所用针系数分
可分为单针床经编机和双针床经编机两大类。
3.根据机器的机构功能分
(1)高速平纹经编机:如HKS2-4型、Copcen·ra 3K型等。
(2)高速氨纶经编机:该机的送经和卷取机构与高速平纹经编机略有区别,适合织双向弹性织物。如HKS3E型、COP3 KE型等。
(3)高速拉舍尔经编机:这类经编机梳栉数一般在4把以内,产量很高,但生产的多为平纹或网眼织物,不宜提花。如R54N3K型。
(4)高速拉舍尔氨纶经编机:如RSE4N3K型、LIBA Raeop K一E型等。
(5)多梳栉拉舍尔花边机:如MRSS32型。
(6)多梳栉拉舍尔窗帘型提花经编机:如MRGSF31月6型带压纱板的花边机。
(7)贾卡提花经编机:该机的总梳栉数只有3~5把,提花主要依靠贸卡梳栉来完成,花型丰富。如则G5/2F一NE型。
(8)贸卡多梳联合(组合)型经编机:该机是以贸卡经编提花织物为底布,在此基础上编织多梳栉包边提花织物,花型精美。如95LJ/1型贾卡多梳联合经编机,有95把梳栉,其中含1把贾卡提花梳栉。
(9)带花压板的特利科脱经编机:该机是在钩针高速经编机上添加花压板装置而成,产品和一般的提花经编织物风格不同。
(10)钩针型的双针床高速经编机:俗称辛普勒克斯经编机。用来生产和棉毛布相似的双面织物,如DK2型。
(11)带棒针的双针床多梳贸忙经编机:该机可利用棒针形成毛圈,构成立体型很强的提花装饰布,适合作窗帘、台布、沙发等。
(12)带毛圈装置的高速经编机:如KS3P0L型和Copcentra kpol型等,该机能形成延展线式的经编毛圈,制成经编割绒产品。
(13)毛圈毛巾经编机:如KS4FBZ型毛巾经编机。该机生产的毛巾,毛圈扎紧在底布线圈中,不会发生毛圈脱散拉丝,所以适合用作毛巾被等床上用品和浴巾、浴衣、童装等。
(14)渔网经编:机通常是4~8把梳栉的拉舍尔渔网机,如RF8EH型。
(15)经编织袋机:是一种结构简单的拉舍尔低梳栉双针床经编机,可以不用缝纫直接编织成袋口、袋底或网袋,生产成本很低。
(16)全幅衬纬经编机:24机号的较好,特别适合制作服装衬布。如KS2MSU型、KS3MSU型等。
(17)双轴向全幅衬纬产业用经编机:如LIBA公司的Copcan廿aHS-2-ST型经编机,针距较粗,适用于编织较粗的(几万旦尼尔)玻利纤维衬经衬纬织物。
(18)多轴向衬纬经编机:这种机器除可编织衬经、衬纬组织外,还可编织任意角度的斜向衬纬组织,织成强度很高的特种复合材料。
(19)双针床长绒拉舍尔经编机:如HDR6DPLM /60型经编机,用以编织拉舍尔腈纶毛毯。
(20)双针床短绒拉舍尔经编机:如HDR6DPLM/12-3型经编机,用以编织棉毯等。
(21)双针床织带机:如HDR8N型和RD8N型经编机等。
(22)双针床贸忙提花简形经编机:如HDRJ6/2NE一EEW型经编机和RDJP6/2NE型经编机,可编织一次成形的连裤袜、装饰手套、女胸衣、短裤等。
(23)圆型经编机:俗称米兰尼斯经编机(Milanese Machine),可编织大斜方格优质紧密坯布,用作外衣面料。小简径机器可编织灯罩、领带、吊带、腰带、袜子、带子、鞋面花边布、包装材料等。
二、经编机的成圈过程
(一)钩针经编机成圈过程
1.退回 织针从最低位置上升,线圈退到针杆上。
2.垫纱 织针升在第一高度时,将经纱垫放在针钩外面;织针上升到第二高度时, 使原先垫放在针钩外的纱线滑移到针杆上,完成第二阶段的垫纱。
3.带纱 钩针下降,使垫在针杆上的纱滑到针钩内。
4.压针 压板压住针钩,使之闭口,把新垫的纱关闭在针钩内。
5.套圈 织针继续下降,使针杆上的旧线圈套在针钩外(即针鼻上)。
6.连网 织针继续下降,旧线圈和新线圈进行串套连接。
7.弯曲 织针进一步下降,使新纱线逐渐弯曲下拉,一直延续到线圈达到最大长度。
8.脱圈 织针进一步下降,将新纱线成圈状拉过被沉降片支持的旧线圈,旧线圈从针头上脱下,套在新线圈上。
9.战圈 织针继续下降到最低位置,使新线圈达到一定的长度和形状。
10.牵扯 由沉降片片喉握住所形成的线圈,拉紧到一定长度,为下一轮的顺利退圈作好准备。
(二)舌针经编机的成圈过程
1.退圈 舌针从最低位置上升,旧线圈从针钩向下滑移,旧线圈将针舌打开(开口)并滑到针杆上去。
2.垫纱 导纱针将经纱垫到针钩上。
3.闭口 织针下降,旧线圈从针杆上向上移动,将针舌向上关闭。
4.连接套圈 织针下降,旧线圈与新线圈接触、连接,最后旧线圈套在新线圈上。
5.脱圈 织针继续下降,直到针头位置低于针槽板时,旧线圈从针头上脱落,从此刻开始,新线圈变成旧线圈。
6.成圈 织针下降到最低位置,脱下的线圈被拉到一定大小和形状。
7.牵拉 旧线圈受牵拉机构的牵拉,向针背拉动,将线圈拉离针头,拉紧定形,为下循环的退回作好准备,防止旧线圈回套到针头上。
(三)槽针经编机的成圈过程
1.退围 槽针从最低位置上升,旧线圈从针钩内向下滑移,由于槽针上升速度比针芯快,因而在退回的同时,原来闭口的针芯逐渐打开,针芯埋藏到针槽内,以便使旧线圈滑移到针杆上。
2.垫纱 导纱针将经纱垫到针钩内。
3.闭口 槽针下降,针芯下降,但槽针下降速度比针芯快,所以针芯逐渐从针槽内伸出,最后使针口完全关闭。
4.连接、套圈 织针与针芯继续下降,旧线圈开始与新线圈连接(旧线圈开始套在新线圈上)。
5.脱圈 当槽针针头下降到低于沉降片片腹时,旧线圈从针头上脱下,此刻新线圈变成下一循环的旧线圈。
6.成圈 槽针下降到最低位置,线圈的形状和大小基本形成。
7.牵拉 沉降片向前运动,其片喉握持住刚脱下的旧线圈,并将其向针背方向牵拉,为下一轮退圈运动作好准备。
三、整经机
1.高速整经机
主要由带有KFD张力装置的纱架、张力罗拉、贮纱装置和车头四部分组成。其中KFD张力装置可使每根单纱的张力均匀;张力罗拉的作用是使全部经纱的张力均衡贮存装置的作用是当断头后,把从盘头上退出来的经纱全部贮存起来,最长可贮存9m车头是实现恒线速卷绕、良好成形的关键部件,现在基本都已发展到计算机控制、伺伏电动机调速、恒线速卷取的水平,取代了以前的直流电动机调速和变频调速。
2.拷贝整经机
该机比高速整经机要求高。若经编机的经轴上有8只盘头,该整经机在整第一只盘头时,输入的各种参数指令,此后第2~8只盘头的整经,完全以第一只盘头为模子,整经成一模一样的8只盘头,可确保8只盘头张力一致、大小一致,能同时了机,即保证质量,又减少原料浪费。
3.氨纶整经机
由于氨纶丝的摩擦因数很大,极容易伸长,故要特别注意。该机特点如下。
(1)纱架采取积极滚柱送纱,而不是像平时整经机那样被动牵引。
(2)张力罗拉和纱架之间保持一定的张力和伸长,形成预牵伸,顶牵伸量一般大于总牵伸量。
(3)车头和张力辊之间形成终区牵伸,终区牵伸往往是负牵伸,不是继续拉长,而是适当缩短。
(4)为了确保牵伸张力高度均衡一致,在张力罗拉附近设有张力传感器。一旦张力波动超过范围,传感器将信息反馈给计算机,经计算判断,使某伺伏电动机调整转速,从而使张力迅速恢复正常。
(5)由于氨纶筒纱在从小筒到大筒卷绕的过程中,其张力不可能完全一致,而是呈现一定的张力变化曲线。在整经时,计算机能根据补偿曲线在整经过程中逐步调整补偿张力,使经轴盘头上的氨纶纱前后张力一致,粗细一致。
4.其他专门用途的整经机
如和KS4FB型毛巾经编机配套的棉纱整经机,其特点是在纱架上装有往复吹风、吸尘装置,将棉纱的尘埃、短绒吹净吸收在近车头部位装有棉纱自动给油装置。
此外还有42英寸的宽幅整经机和适合色织的分条整经机等。
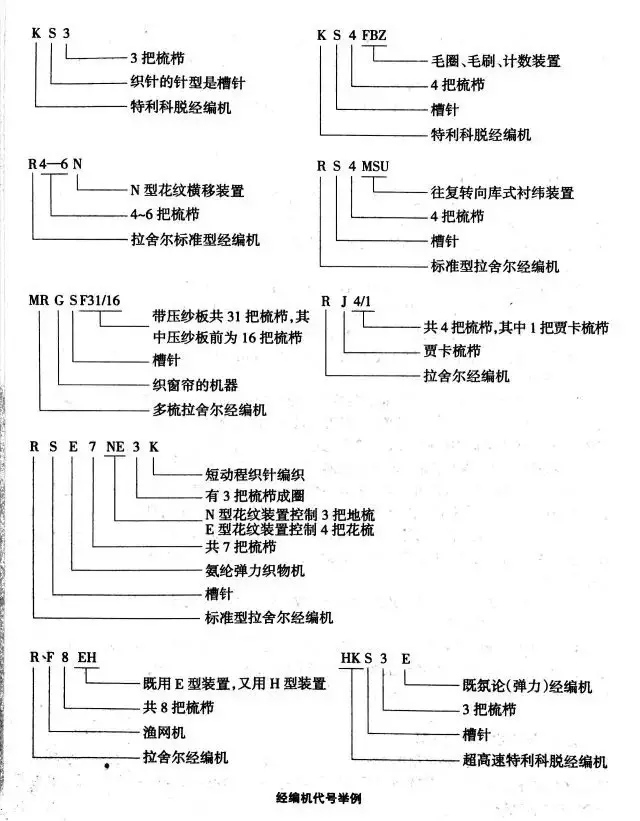
四、经编机的代号
以Karl Mayea经编机系列为例,将经编机的代号介绍如下。
1.机器类别 如KS2型中的K代表特利科脱经编机。
2.使用范围 如只SE4 N2K型中的SE代表槽针弹力(氨纶)经编机。
3.梳栉数 KS3中的3代表3把梳栉。
4.机上花纹传动装置或其他特种附加装置 如N表示N型梳栉花纹横移装置,KS4FBE中的FB表示毛圈刷毛、计数装置。
经编机的代号举例如下。
五、经编机最新技术
最先进的经编机具有电子送经EBA和EBC。电子卷取EAC。高速电子横移EL。多梳栉电子横移叠加机构SU。多梳栉电子伺伏电动机钢丝横移机构、钢片式多梳栉、压电陶瓷式电子控制贸卡导纱针,彻底废除了笨重的提花笼头和提花综绳,同时具有车箱油温控制系统。
经编机上的可编程序控制器PLC和工业控制计算机TPC,能实现经编机、整经机的机电体化。
六、经编机的四大机构
1.传动机构
传动机构一般浸没在车身油箱中,对于超长、超高速经编机,为了防止高速传动曲柄偏心机构发热磨损(磨坏),一般都附有冷却系流。在某些成圈运动复杂而车速要求不高的场合,仍采用凸轮传动。效率最高的是共轭凸轮,其次是槽型凸轮,最简单的是普通单面凸轮,滚子借助拉簧压在凸轮表面。
2.送经机构
所有经编机不可缺少的部件,和坯布质量密切相关。有消极式送经、半积极式送经和张力诱导积极送经、定长诱导积极送经、双速送经和变速送经等类型,其中氨纶经编机采用定长诱导积极送经机构或张力诱导积极送经机构。
新型送经机构是电子送经EBA,它其实也是一种定长诱导积极送经机构。还有一种变速电子运经机构EBC。
3.梳栉横移机构
高速型梳栉横移机构为凸轮(又叫花板轮),其横移曲线平滑、运转平稳,适合高速生产,但生产的花纹简单。氨纶经编机宜采用凸轮式横移机构。纹链滚筒式横移机构适合于花型变化较多的机器,如拉舍尔花边机和特利科脱小花型经编机,花滚筒又分N型、E型和H型三种。
N型花滚筒即滚筒直径较大、链块长度较短、宽度较宽、能承受的负荷较重,适用于高速高产经编机E型花滚筒和N型相反,滚筒直径小、链块长度长、宽度窄,适用于针距大而机器速度较慢的拉舍尔经编机H型花滚筒的结构和E型相同,只是链块的高度是E的一半,通过杠杆放大一倍后,其横移功能和E型一样。有些拉舍尔花边机上往往装有E型和H型滚筒各一只,即所谓的上下滚筒,E型上滚筒用来推动基地梳栉横移,H型下滚筒用来推动花梳栉横移。
此外,还有S型链块,一个链块便能完成一次成圈运动,即所谓的单行程链块,广泛用于带压纱板、针前垫纱的花梳栉。
4.卷取牵融机构
牵拉和卷取不可混为一谈。在经编机上,若没有卷取机构,还可以维持生产,但若没有牵拉机构,则不能正常生产。在经编机上,坯布脱离织针后,受到三罗拉牵拉机构的牵拉,使坯布在保持相当张力的情况下,确保机器正常运转。
七、经编织物的垫纱运动图
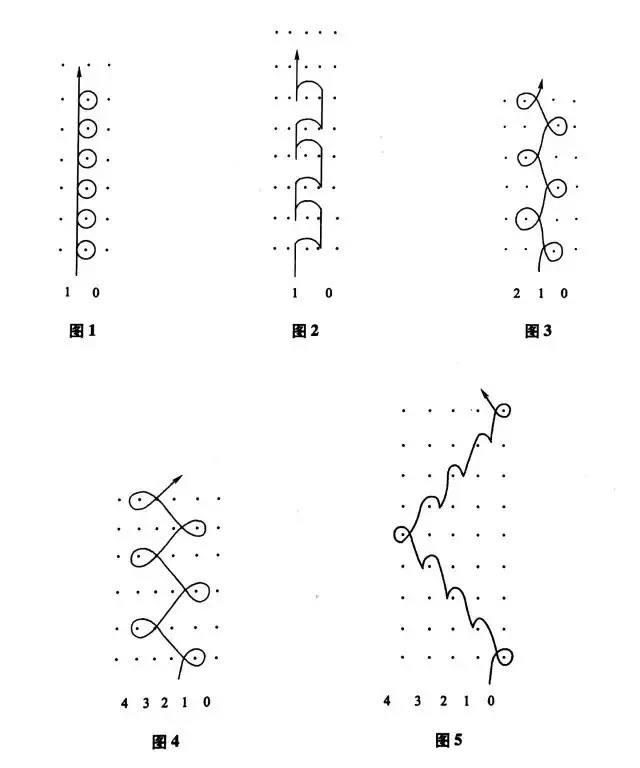
经编针织物组织图一般多用其导纱针相对于织针的走针轨迹来表示,这样绘图容易,图形简洁,不像实际的织物结构那样复杂难看,是表示经编组物的通用方法,凡学经编的都应学会看和绘这种走针轨迹图。
垫纱运动图中横向的“点列”表示经编针织物的线圈横列,纵向“点列”则表示经编针织物的线圈纵行,毎个点表示编织某一横列时的一个针头的投影,点的上方是针钩前,点的下方是针背后,而后导纱针便按工艺规定的要求绕针头运动。
如闭口编链组织的走针轨迹为1-0,1一0,相应的垫纱运动如图1所示如开口编链组织的走针轨迹是1-0,0-1,对应的垫纱运动如图2所示经平组织的走针轨迹为1-0,1-2,垫纱运动如图3所示经绒组织的走针轨迹为1-0,2-3,垫纱运动如图4所示经缎组织的走针轨迹为1-0,1-2,2-3,3-4,4-5,4-3,3-2,2-1,垫纱运动如图5所示。
垫纱运动图的意义是1-0,2-3中的1-0表示导纱针在针钩前从纵行1移到纵行0,即移过1针距,实现针钩前垫纱,同理,2-3表示针在针钩前从纵行2移到纵行3,也实现1针距的针钩前垫纱。而其中的0,2则表示导纱针在针背从纵行0移到纵行2,实现针背2针距横移,也叫做针衬垫纱或针背局部衬纬。
大小:0KB
所需积分: 0点



