
最新资讯
经编灯箱布的生产工艺[复制链接]
随着社会的不断进步和商品的日益丰富,广告业得以迅速发展,这对广告媒体提出了更高的要求。柔性灯箱布的出现,取代了曾在广告媒体中占主导地位的霓虹灯、塑胶胶片和有机玻璃等硬质材料,已逐步成为制作灯箱的首选材料。柔性灯箱布 的优点表现在所制灯箱色彩鲜艳夺目,寿命长,运 输方便,使用安全,在灯箱上既可以贴透光即时贴,也可进行热传印、超热印、电脑写真等处理,而且能做成大型或特大型灯箱,平面、曲面任意造型,在夜晚比其他材料所制灯箱更加醒目。灯箱布的发展历史虽然较短,但现在的生产和应用却得到了迅速的发展。
由双轴向经编机加工而成的经编双轴向织物,由于机械性能好、工艺简单、流程短、速度快和成本低等特点,作为柔性灯箱的基布材料已得到了大量使用。我国目前经编灯箱布的产量相当大,对灯箱材料的印刷研究较多,但对基布生产工艺的研究还不够深入,存在着产品质量差、档次低等问题。在此,作者仅对经编灯箱布产品的整个生产工艺作粗浅的讨论。
1 经编灯箱布生产工艺
经编双轴向灯箱布属于纤维增强型复合材料,基布一般为双轴向经编织物,基体则多为聚氯乙烯 (PVC)树脂材料,其主要生产工艺流程为:原料-整经-织造-整理(压延贴合或涂层)。
1.1 原料
经编双轴向织物是灯箱布的骨架,它的性能在 很大程度上影响着最终产品的性能,因而其原料品种规格的选择至关重要。
涤纶纤维具有较高的断裂强度和较好的断裂延伸性,如高强低伸型涤纶强度为55~79cN/tex,断裂伸长率在7%~17%;普通型涤纶强度一般为38~53cN/tex,且干、湿强度相仿。涤纶初始模量高,达792~1400cN/tex,纤维在小负荷作用下不易变形;耐磨性能好,耐光性能强,热收缩率低,热稳定性强。尽管涤纶在价格上与丙纶、维纶等相比稍高,但丙纶易老化,耐光性差,维纶强度偏低,成品使用寿命较短,均不适合用于制作灯箱布的材料。相比之下,涤纶的消耗低和成品使用寿命长等优势可弥补价格这一不足。其他如芳纶、碳纤维、玻璃纤维等要么价格昂贵,要么性能不适合,如玻璃纤维脆性大,且长期接触潮湿空气后会引起水解,生成SiOH,导致裂纹和蠕变。所以,涤纶纤维仍然是灯箱布基布的首选原料。
目前在灯箱布基布生产中,通常用作纵向和横向增强材料的衬经与衬纬纱线一般选用高强涤纶丝,其细度根据使用要求而定,一般使用220~1100dtex;而编织纱起联结作用,一般也用高强型涤纶长丝,其细度则多用75~83dtex,在一些低要求场合可采用普通涤纶丝,以降低成本。
1.2 整经
经编双轴向织物通常由衬经、衬纬和编织纱线 等3个系统的纱线组成。
在基布生产中衬经纱线和编织纱线须经分段整经。由于衬经纱细度一般较粗,在整经生产中纱线张力较高,因而对衬经纱整经机也有一定的要 求:(1)液阻尼式张力器应适应较大张力要求;(2)可省去贮纱装置,因衬经纱线一般不易断头,以降低设备投资成本;(3)由于纱线较粗,应使用尽可能大的分段经轴,如1016mm×535m(40”×21” )等;(4)经轴主电机应有足够的牵引力矩;(5)在刹车 制动时除要求张力罗拉、前轴罗拉和经轴同步外,还应有足够大的制动力。
1.3 编织
经编灯箱布的基布是在双轴向经编机上编织 而成的,主要有RS2(3)MSUS/EMS型拉舍尔型经编机和CopcentraHS2ΟST型特里科经编机两种。在实际生产中,可选用RS2MSUS型经编机进行编织,一般选用机号为E12~24,多用E18。下列为200×200灯箱布的工艺实例:
原料:A:75dtex/f24涤纶长丝,38.69%;B:220dtex/f32高强涤纶丝,40.67%;C:220dtex/f32高强涤纶丝,20.64%。
整经:地梳经轴:整经机DS21/30NCΟ2;原料A;头纹数384;长度36830m;衬经梳经轴:整经 机DS21/30NCΟ2;原料B;头纹数384;长度:26730m。
编织:机型RS2MSUS;机号E18;使用梳栉数2;幅宽541cm(213” );机器速度:1000r/min。
工艺参数:组织、穿纱与送经量:地梳GB1:1-0/0-1//满穿A,3720mm/Rack;衬经梳FB3:0-0//满穿B,1350mm/Rack;全幅衬纬MSUS:满穿C。
织物纵密:3.6线圈/cm;横密:7.1线圈/cm;面密度:38.8g/m2;落布长度:3300m;产量:166.7 m/h(当满幅生产时为34.92kg/h)。
该工艺中衬经梳FB3不作横向移动,只是平稳地将经纱垫放于织针针间,而地梳用一把作经平垫纱,对衬经纱线层和衬纬纱层进行捆绑束缚。
1.4 后整理
柔性灯箱布的后整理加工通常有贴合(压延)型和涂层型两大类。涂层灯箱布的内在质量和广告效果优于贴合型。用贴合型灯箱布制作喷绘广告时图案易虚,较模糊,因此它较适合做较低档次的贴字、热转移型广告;而高档次的广告几乎都是用涂层型灯箱布制作的。
1.4.1 贴合整理工艺
目前我国生产的经编灯箱布主要是以贴合型为主,即以经编双轴向织物为基布,在贴合机上利用电热辊将贴合膜(多为PVC薄膜)快速加热至表面熔融,并在一定压力下迅速与基布接触而进行粘合。
常用的台湾新英贴合机的工作示意图见图1,其中1为基布入布方向,2为面膜进入方向,3为里膜进入方向。在里膜和面膜分别经预热辊A,B快速加热至表面熔融后,在加热辊C上由压辊作用与基布粘合,再经过冷却区D,E后进行布边切割、打卷包装。
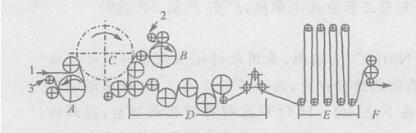
图1 新英贴合机工作示意图 Fig。
1 The working sketch of HSINΟYIN jointin gmachine
贴合工艺:基布规格200×200;双面贴合PVC 薄膜(规格:面膜1.0~1.2mm,里膜1.0~1.4mm);进布速度:20~28m/min;进膜速度、出布速度与进布速度一致;电热压辊温度:面膜贴合辊165~170℃,里膜贴合辊160~165℃。
1.4.2 涂层整理工艺
涂层型经编灯箱布在我国生产很少,缺乏生产工艺的优化研究。涂层型灯箱布是在通用直接涂层机上,将悬浮液型的PVC涂层剂直接涂布在基布上,再进行烘燥使涂层剂与基布结合。为使基布两面都能均匀地涂上涂层剂,采用两台涂层机组成的机组对基布两面分别进行涂层。其工艺流程为:基布退卷-涂层剂涂布-烘燥-冷却-卷绕。
在涂层生产中,涂层剂配方极为重要。涂层配方中须加一些专用的增白、增艳剂,对基布进行防水处理,最后对产品表面还须进行吸油墨处理。否则,将影响基布涂层的均匀性、透光性、印刷性和广告性等,基布制成灯箱广告后会出现发暗或忽明忽暗,或出现芯吸现象。
涂层液配方∶m(PVC树脂)∶m(增塑剂)∶m(稳定剂)∶m(润滑剂)∶m(其他助剂(如填充剂、着色剂等))=67∶26.7∶2.7∶0.5∶3.5。涂层工艺:基布速度2~3m/min;烘燥温度180~185℃;烘燥时间3~4min;冷却温度为常温;冷却时间2~3min。
2 常见问题与讨论
2.1 织造布边衬纬纱松弛
基布编织时,全幅衬纬纱线被平直地衬入织物 中。随后纬纱剪切装置将布边与传送钩相连的纬纱切断。切断过程中往往布边约10~20mm范围内纬纱出现弯曲、松弛现象,导致布边不理想。这是由于纬纱被切断时的张力突变所致,在生产中可通过有效地控制纬纱张力以减小突变,或增加织物密度以增加地组织束缚力,或者也可在剪切前预先松弛纬纱。
2.2 贴合生产中基布收缩与贴合牢度的控制
由于贴合过程需先将PVC薄膜表面熔融,一般要求加热温度达160~170℃,这已大大超过了 涤纶纤维的玻璃化温度(80℃ ),致使基布产生热回缩。试验证明,对于75dtex普通涤纶丝,170℃作用 2min时热收缩率达10.8%,而高强型涤纶丝则较小,仅为3.3%(550dtex)。由此可通过将地梳纱、衬经衬纬纱全部采用高强涤纶丝来减小基布收缩,这必将导致基布成本升高。因而在实际贴合生产中可通过调整生产速度来控制基布受热时间,从而控制成品门幅。加快速度虽然可减小基布收缩,但由于受热时间缩短,往往会导致贴合牢度降低。例如对于前列贴合工艺,如将速度调整为20m/min时基布收缩约10%,贴合牢度好;而如将速度调整为28m/min时基布基本无收缩,但贴合牢度较差。
3 结 语
通过选用适当的原料,采用合理的整经、织造和后整理等生产工艺,可加工出强度较好、透光适量均匀、使用寿命长的优质柔性经编灯箱布产品,特别是在后整理贴合时,为了保证足够的贴合牢度,在面膜贴合辊温度为165~170℃、里膜贴合辊160~165℃时,应将贴合机的速度控制在20m/min以内。 由于柔性灯箱布具有良好的强度、透光适量均匀、色彩鲜艳夺目以及使用寿命长等优点,在广告媒体中的应用日益广泛。虽然近几年国内灯箱布在技术和生产能力上已得到较大发展,但总体而言在质量和性能上与美国3M、德国欧特龙、日本山本等国际著名品牌的灯箱布相比还有较大的差距,因而在国际国内市场的竞争中还处于劣势[5]。只有通过对灯箱布的生产工艺、质量控制等进行不断的、深入的研究,从产品性能的要求出发,客观地分析差异因素,才能开发出有市场竞争力的优质灯箱布,特别是涂层型产品。相信随着工艺的不断改进与创新,国内经编灯箱布产品将有着更为广阔的发展前景。
大小:0KB
所需积分: 0点



