
最新资讯
用新疆细绒棉纺80S/2普梳赛络紧密纱的[复制链接]
摘 要:
采用新疆细绒棉纺制普梳赛络紧密纺纱,选用较好的原料,制定最合理的工艺流程,在性能较好的设备上配置最有效的牵伸控制器材,采用重定量大牵伸纺纱工艺,优选工艺参数,以东杰新一代圆弧型密齿罗拉改善纱线条干均匀度和解决罗拉机械波问题,确保成纱质量和布面风格达到用户要求。
关键词:
细绒棉;普梳赛络紧密纺;大前冲上肖;多台阶下肖;东杰新一代圆弧型密齿罗拉
来源/江苏新盐纺集团有限公司/王婵娟 谢祖春
编辑/赵继诚
0 前 言
随着生活水平的提高,人们追求纺织品质量和布面风格的要求越来越高,同时纺织品市场的竞争也越来越激烈,企业为了获得更好的经济效益,不得不充分利用现有的技术资源,开发特殊高附加值的新产品。众所周知,细绒棉纤维粗短,用来纺40S纱问题不大,用来纺普梳80S谈何容易,如果再捻合为80S/2,不但难度大而且效率低。特别是80S纱截面纤维根数少,要用细绒棉纺出高品质的纱更是难上加难。而赛络纺40S纱,就喂入的一根粗纱而言,也相当于纺80S纱的截面纤维根数,但是,由于采用赛络纺这种独特的工艺来纺40S纱就较为容易。只要罗拉质量没有问题,就不会影响纱线条干,也不会出现前罗拉带走纤维,造成细节多,强力低,断头多,生产环境恶化等现象。为此,我们开发了满足客户特殊用纱要求的细绒棉普梳赛络紧密纺系列品种。我们选用较好的原料,制定最合理的工艺流程,在性能较好的设备上配置最有效的牵伸控制器材和赛络紧密纺专件,采用重定量大欠伸纺纱工艺,优选工艺参数,用东杰新一代圆弧型密齿罗拉控制纱线条干不匀率和解决罗拉机械波问题,从而确保成纱质量和布面风格达到用户要求。该系列纱条干均匀,毛羽、棉结少,纱体光洁亮丽,强力高。
在工艺实践中,为了减少梳棉条的短绒和杂质含量,在清花和梳棉工序,采用特殊落棉工艺,重点在梳棉工序控制梳棉条的短绒含量和杂质含量。然后,通过适纺性能较好、匀整效果稳定的D35C并条机,保证末并条子的条干和重不匀。粗纱工序采用了马佐理生产的DTM409粗纱机,纺出优质的重定量粗纱。为了弥补细绒棉普梳纱毛羽多强力低的缺陷,选用DTM149赛络紧密纺细纱机,改善纱线质量。为减少细节,根据所使用的细绒棉普梳重定量工艺的特点,优选专件器材和最合理的工艺参数,有选择地确保成纱质量达到客户的用纱标准。在质量攻关的过程中,重点攻克条干和罗拉机械波两大质量难关,经过反复试验,最后选用了东杰新一代圆弧型密齿罗拉。
采用该工艺生产的纱线,质量好,流程短,纺纱难度相对减小,成本低售价高,因其独特的布面风格实现了非常高的经济效益。现将实践介绍如下:
1 纺纱工艺流程
A002D抓棉机→A006B混棉机→A035A混开棉机→A036B豪猪开棉机→A092A棉箱给棉机→A076C成卷机→FA224梳棉机→HSD961并条机→D35C并条机→DTM409粗纱机→DTM149细纱机→DTM439自动络筒机→成包
2 原棉性能
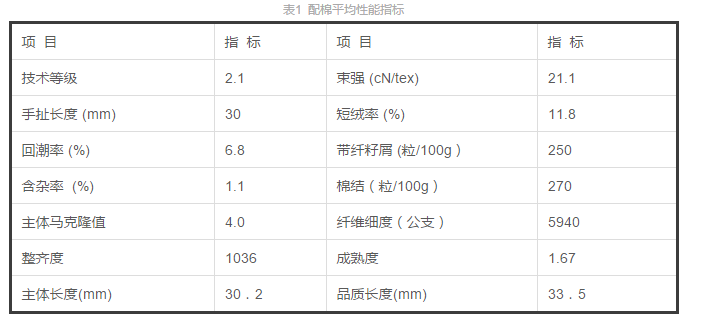
选用比较好的新疆棉,先进行人工分拣异性纤维,在每包分拣异纤的同时,也进行质量的分拣,挑选品级高、色泽好、纤维比较细、长度较长且整齐度好、杂质少、疵点少和束强高的原棉,配棉的平均性能指标列于表1。
3 工艺参数及质量管理要点
3.1 清花
采用“多松少返,以梳代打,早落少碎,充分混合”的工艺原则。抓棉机打手改为稀密路打手,缩小打手伸出肋条的距离,适当加快小车的转速,保证运转率在85%以上,达到少抓勤抓的目的,A036B豪猪开棉机的豪猪打手改为梳针打手,速度设定为510 r/min,综合打手速度设定为780 r/min,棉箱机合理调节压棉帘和角钉帘的隔距和棉箱光电的高度,输棉帘和角钉帘的速比,使棉箱运转率达到90%以上,合理配置风机速度,清棉机打手和托棉板之间适当补风,保证车肚正常落杂,保证棉流正常,棉卷设计干定量370g/m,棉卷重量不匀率达到0.9%以内,含杂率0.8%。
3.2 梳棉
采用“紧隔距、强分梳、轻定量、好转移,多排短绒”工艺原则,做好五锋一准工作,即保证剌辊、锡林、盖板、道夫和固定盖板针布的锋利度,保证隔距准确上车,并且做好针布配套工作。梳棉主要工艺参数和生条内控质量列于表2。

3.3 并条
末并采用带自调匀整的D35C并条机,8根并合。熟条干定量23.18 g/5m,罗拉隔距为4×7 mm,喇叭口直径为3.5 mm,出条速度为300 m/min。
熟条内控质量:条干均匀度CV值≤2.5%,重量不匀率≤0.7%。
3.4 粗纱
在DTM409粗纱机上生产,主要要控制好伸长率,减小前后排、大小纱伸长率的差异。粗纱干定量为7.48 g/10m,锭速为900 r/min,由于采用大定量,牵伸倍数较小,牵伸力较大,所以摇架压力要比正常大一档,且各个摇架压力要一致,保证牵伸效率的一致,采用130的捻系数,既有效地控制短绒,又能防止意外伸长,且保证后道退绕正常,粗纱表面不发毛。罗拉隔距采用7×22×24 mm,粗纱条干均匀度CV值≤3.5%,重量不匀率≤0.8%。
3.5 细纱
细纱使用东飞马佐里DTM149—444锭赛络紧密纺装置,由于粗纱定量大,细纱牵伸倍数达到百倍以上,因此对细纱机牵伸系统专件器材要求较高。我们经过试验对比后,采用马佐里多台阶专利下肖,带单压力棒大前冲上肖。对集聚皮辊和牵伸皮辊间配置的牵伸倍数进行了多组试验:1.02、1.03、1.04、1.05、1.06等,最后确定为1.03,成纱条干均匀度得到较大幅度的控制。该机型采用变频集体吸风装置,既节能又保证每个负压槽的负压都达到工艺要求。安装中特别重视喇叭口对中的检查工作,控制纱线须条位移动程在2mm以内,保证两根须条同时在负压槽内凝聚成纱,保证毛羽少且稳定。为了确保纱线质量的一致性和稳定性,有效地减少成纱棉结和纱疵,粗纱、细纱捻系数一般都偏大设计;后区牵伸倍数一般在1.45~1.50之间;罗拉隔距为17×24 mm;选用了进口钢领、钢丝圈;根据现场情况合理安排设备的清洁周期,每班检查皮辊、网格圈的使用情况,发现问题及时处理。根据普梳纱特点,灵活掌握擦车周期,正常情况下每周对集聚管和网格圈做一次清洁,每个月对网格圈做一次微波清洗,严格工艺上车管理,确保各品种成纱质量均达到客户用纱要求。
3.6 络筒
络筒在DTM439上生产。槽筒速度1000 m/min左右;在保证成形的前提下,设定较小的张力;加捻压缩空气气压稳定在0.6—0.65Mpa;加捻时间为0.08S;接头强力达到原纱强力的80%以上。电清工艺参数:棉结220%,短粗120%×1.5 mm,长粗+30%×30cm,长细-30%×30cm,同时设定异纤清除参数。
4 普梳赛络紧密纺内控质量指标
根据用户用纱质量要求,制定了普梳赛络紧密纺14.58 tex内控质量指标,如表3所示。

5 普梳赛络紧密纺的质量控制难点
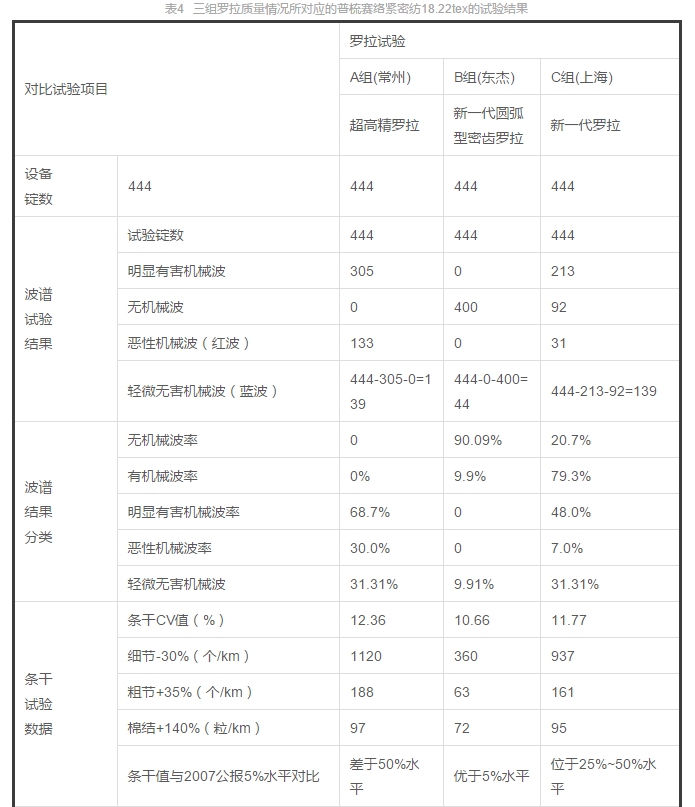
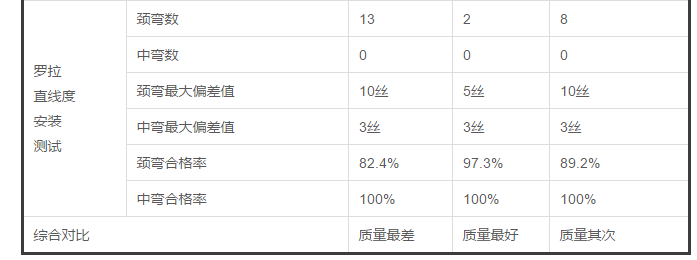
为了满足用户以普梳赛络紧密纺19.43~14.58tex取代精梳19.43~14.58tex,达到接近精梳9.717~7.288tex双股线的织造要求,达到似线非线,似纱非纱,似精梳非精梳,紧密而非一体的特殊布面效果。把质量攻关的难点锁定为强力、条干和罗拉机械波。为了选择最适合普梳赛络紧密纺的罗拉,在DTM149-444锭的紧密纺设备上,粗纱采用湿定量8.0*2克/10米,捻系数为130,使用同一纺纱工艺,在同样的纺纱条件下,对三家罗拉厂提供的新罗拉做专题对比试验,最后,确定东杰新一代圆弧型密齿罗拉为普梳赛络紧密纺设备的专用罗拉。表4是三组罗拉的质量情况和所对应的普梳赛络紧密纺18.22tex的试验结果:
6 结语
1、纺二车间目前使用的三种国产罗拉,在纺普梳紧密纺19.43~9.717 tex范围的品种时,各项质量指标都基本接近且均无罗拉机械波,但在改纺普梳赛络紧密纺19.43~9.717 tex后,质量差异很大,三种罗拉都不同程度地出现了罗拉机械波。
2、将普梳赛络紧密纺品种安排在使用东杰新一代圆弧型密齿罗拉机台上生产,优选工艺参数,严格现场管理,经过质量攻关,各品种成纱质量均达到用户要求,纱线强力比纯棉普梳高,毛羽少,布面风格独特,很受消费者喜爱,生产成本远远低于同品质、同粗度的精梳紧密纺纱线。
3、采用细绒棉生产普梳赛络紧密纺19.43~9.717 tex时,要仔细分析影响条干均匀度和产生罗拉机械波的原因,对症下药,合理选择器材和工艺参数,降低纺纱成本。如运用重定量工艺,更要注意前、中、后罗拉的清洁工作,避免意外纱疵发生,影响用户的布面质量。特别是纺普梳赛络紧密纺14.58~9.717 tex品种时,管理难度大,车速要根据断头情况和罗拉的性能条件有效地设定。罗拉有带纤维现象的,注意络筒工序的粗细节参数的设定和把关。
4、在质量控制中,要及时根据最终成纱质量和络筒效率,合理地调整原料组分比例,合理的掌控清梳工序的除杂效果,根据实际需要制定合理的半制品内控质量指标和产能计划。
5、对附加值高、纺纱难度大的品种,要安排责任心强,技术素质好的挡车工、设备维护人员、现场管理人员进行有效的全面质量管理,及时发现问题,及时准确地给与调整和纠正。
6、合理地发挥技术、设备、原料、工艺、人员、环境、管理等全方位的组合功效,从细节管理入手,真正实现产品的高质、高产、高效、低耗。
大小:0KB
所需积分: 0点



